волоконно - оптический источник лазерного света является высокотехнологичным производством и промышленным преобразованием модернизации "оружия"
В последние годы значительно возросла мощность лазерного источника.мощность лазерного источника волоконно - оптического излучения достигает 100 квт, мощность импульсного волоконно - оптического лазера достигает 2 кВт, промышленная мощность лазера с кожаной секундой достигает сотни вт, а мощность лазера с персекундным выходом достигает нескольких десятков ватт.промышленное применение различных лазерных источников постоянно расширяется.В то же время цены на источники лазера значительно снизились, так что лазер все больше превращается в новый и приемлемый инструмент в промышленности, как традиционный метод обработки: маркировка, глубина, резка была полностью зрелой, лазерная сварка развивается высокими темпами, лазерная очистка показывает очень широкий рынок,сверхкороткие импульсные лазеры вошли в промышленную сферу.В настоящем документе описывается несколько репрезентативных приложений.
лазерная сварка
в области связи материалов, мощный лазерный сварка быстро развивается, особенно в традиционном автомобильном и автомобильном производстве новой энергии, лазерная сварка уже очень зрелая.в будущем спрос в таких областях, как космонавтика, судостроение, нефтехимия, будет постепенно увеличиваться, что будет способствовать технологической модернизации соответствующих отраслей промышленности.
01 традиционная автомобильная промышленность
В настоящее время наибольшая доля лазерной сварки приходится на автомобильное производство, и это положение не изменится в ближайшие годы, рынок будет продолжать поддерживать большой спрос.лазерная сварка включает в себя автоматическую сварка лазером, сварка лазерной вставки, пайку лазерной вставкой проволоки, дистанционное сканирование, колебательную пайку лазера ит.д., благодаря этим методам лазерной сварки, можно повысить точность, жесткость и интегральность кузова, чтобы добиться легкого квантования, энергосбережения и эффективности,обеспечить охрану и безопасность транспортных средств.в современном автомобильном производстве обычно применяют автоматизированные линии производства.независимо от того, в какой момент произойдёт аварийное отключение, это повлечет за собой значительные потери.Это также предъявляет очень высокие требования к стабильности и надежности оборудования производственных звеньев.
в качестве основной ячейки лазерного сварочного оборудования лазер должен обладать высокой выходной мощностью, высокой стабильностью, мультиканальной устойчивостью, высокой отражательной способностью или высокой отражательной способностью.

автомобилестроение новой энергии
быстро развивалась автомобильная промышленность новой энергии, неуклонно росли глобальные и внутренние продажи, растет спрос на такие основные компоненты, как электрические батареи, приводные двигатели и т.д.
производство как электрических батарей, так и приводных двигателей имеет большой спрос на лазерную сварка.основными материалами для электрических батарей являются алюминиевые сплавы и медь, такие, как призматические батареи, цилиндрические батареи, мягкие упаковочные батареи и лопастные элементы, а электродвигатель с зажимами является движущей силой будущего развития двигателя.обмотки и мосты этого двигателя медные материалы.сварка этих двух "высокоотражательных материалов" всегда была проблемой.даже с помощью лазерной сварки все еще существуют такие болезненные точки, как формирование шва, эффективность сварки и брызги при сварке.
для решения этих проблем было проведено множество исследований, в том числе изучение технологии сварки, проектирование головки сварки ит.д. путем настройки технологии сварки и выбора различных фокусов, можно улучшить формирование шва и в определенной степени улучшить его формирование.эффективность сварки: при проектировании уникальной сварной головки, такой как качающаяся сварочная головка, смешанная двухволновая лазерная сварка первого класса, можно значительно улучшить формирование шва и разбрызгивание швов, эффективность сварки может быть повышена.Однако, с ростом спроса эффективность сварки по - прежнему не удовлетворяет требованиям.основной лазерный источник компании ввел настраиваемые лазеры с помощью технических усовершенствований лазера.этот лазер имеет выход двух коаксиальных лазерных лучей, энергия двух лазерных пучков может быть произвольно отрегулирована, при сварке алюминиевых сплавов и меди можно получить эффект высокоэффективной сварки без брызг, полностью удовлетворяющий требованиям современной автомобильной промышленности.в ближайшие годы он станет основным лазером в этой отрасли.
кузнечно - толстолистовой сварочный завод
сварка средней толщины является крупным прорывом в будущей лазерной сварке.в таких отраслях, как авиакосмос, нефтехимическая промышленность, судостроение, атомное оборудование, орбитальное движение, спрос на вваривание плит и плит большой, а в последние годы ограничения мощности лазера, применение лазерной сварки в этих отраслях очень медленно.В последние два года спрос на модернизацию и модернизацию промышленности в Китае становится все более насущным.повышение качества и эффективности является общим требованием для всех секторов.комбинированная сварка лазерно - дуговой дугой считается одной из наиболее перспективных технологий сварки среднетолстых листов.

комбинированная сварка лазерно - дуговой дугой имеет преимущества быстрой сварки, высокой толщины проплавления, меньшего тепловвода, хорошего качества сварки.Благодаря усилиям многочисленных исследователей и соответствующих специалистов, технологии рекомбинации лазерно - дуговой сварки становятся все более совершенными, введены в автомобильное производство, судостроение, производство авиационно - космической аппаратуры, нефтехимическая труба, орбитальное движение ит.д.В то же время отечественный сверхмощный источник лазера 20квт уже созрел и применяется для лазерной резки.по мере повышения уровня отечественного производства лазера и резкого снижения цен лазерная сварка уже имеет основные условия, необходимые для сварки толстой и средней плиты, и непременно станет горячей точкой в будущем.
лазерная очистка
лазерная очистка представляет собой новейшую экологически чистую технологию, разработанную на основе взаимодействия лазера с материей.Он обладает высокими преимуществами охраны окружающей среды, без загрязнения, высокой эффективности, широкого применения, интеграции.в глобальной среде, пропагандирующей концепцию « углеродной нейтральности», лазерная очистка постепенно заменит традиционные методы очистки.
в зависимости от типа источника лазера, используемого для очистки лазера, очистка лазера может быть разделена на импульсную очистку лазера, непрерывную очистку лазера и непрерывную рекомбинацию импульсов.В настоящее время исследование и применение наиболее широко в импульсной лазерной очистке, но из - за ограничений мощности, для некоторых больших размеров обрабатываемых деталей и толщины покрытия, эффективность очистки является недостаточной.В то же время мощность непрерывного лазера в промышленности достигла 30 квт, поэтому лазер Raycus пытается использовать мощную непрерывную лазерную очистку и разработал технологии и оборудование для очистки.
исследования показали, что непрерывная лазерная очистка может эффективно очищать слой краски и слой ржавчины металла на поверхности металла.эффективность очистки значительно повысилась по сравнению с импульсной лазерной очисткой.Однако с увеличением мощности лазера процесс очистки сопровождается более мощным тепловом ударом.на поверхности основания металла произойдет Серьезное окисление.поскольку скорость гальванометра была скорректирована на максимальное значение, если продолжать повышать скорость очистки, появятся лазерные полосы и остатки.
В настоящее время отечественная и внешняя технология созрела, чтобы мощный гальванометр скорости не превышал 10000 мм / С.Это важный фактор, сдерживающий развитие непрерывной промывки лазера на большой мощности, а также проблемы, которые необходимо решить в будущем технологической итерации комплектующих устройств.Короче говоря, непрерывная лазерная очистка на большой мощности является весьма перспективной лазерной технологией, особенно в таких областях, как производство автомобилей, ремонт скоростных железнодорожных колес, судостроение, судостроение и оборудование.
лазерная техника сверхкоротких импульсов и ее применение
в промышленности лазеры с длительностью импульса менее 1 НС обычно называются ультракороткими импульсными лазерами.из - за коротких импульсов, высокой пиковой мощности и короткого периода действия материала тепловые эффекты в процессе обработки являются небольшими, поэтому их называют "холодной обработкой".на основе этой характеристики ультракороткие импульсные лазеры обладают явным преимуществом при обработке твердых хрупких материалов, сверхтонких материалов и гибких материалов.
01 ультракороткоимпульсный лазерный режущий прозрачный материал
технологии применения сверхкоротких импульсных лазерных источников для резки прозрачных материалов, таких, как стекло, сапфир и т.д., уже достаточно развиты, и рынок их применения быстро расширяется.преобразовать лазер в пучок Бесселя, с тем чтобы его глубина фокусировки была больше толщины материала, и создать модифицированную область в месте обработки лазера.Затем под действием внешних сил материал разорвался по технологической траектории и был снят.ультракороткие импульсные лазеры режут поверхность стекла без трещин, стружки контролируются в пределах 10 мкм, сечение равномерное.В настоящее время зрелый рынок сосредоточен главным образом на таких областях, как резка базы сапфиров в полупроводниковой промышленности, потребление электронных стеклянных колпаков 3с и резка панелей.с увеличением мощности резки толстого стекла, ультракороткие импульсы лазерного резания автомобильного стекла и строительного стекла постепенно внедряются в традиционное стекло.
ультракороткоимпульсный лазерный сварочный прозрачный материал
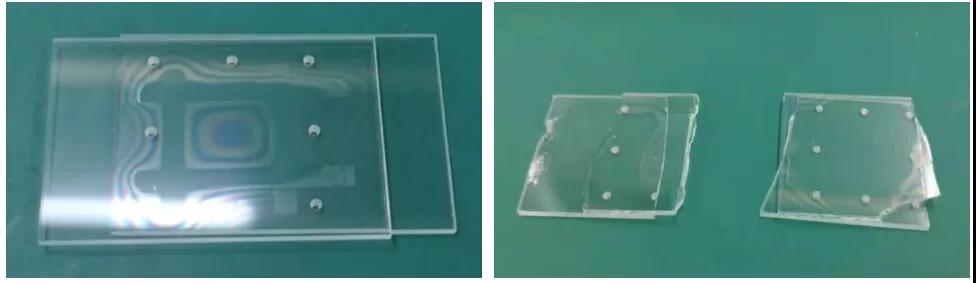
способность лазерного источника ультракоротких импульсов обрабатывать твердые хрупкие материалы проявляется не только в срезе или перфорации, но и в сварке прозрачных и твердых материалов.На рисунке 9 показан пример ультракороткого импульсного лазерного сварного стекла.левый рисунок представляет собой вид сварки, правый рисунок - образец сварки после испытания на прочность;На рисунке 10 показан шов под микроскопом, а на правой - поперечное сечение шва, наблюдаемое под микроскопом.можно заметить, что ультракороткие импульсные лазерные сварки прозрачных и твердых хрупких материалов не требуют промежуточного припоя и не вызывают других напряжений.высокая прочность сварки, хорошая герметичность.упаковка микроволновых электронных элементов и биомедицинских чипов.это приложение обладает большим потенциалом.

03 сверхкороткий импульсный лазерный гибкий материал
использование ультракоротких импульсов лазерного источника для обработки защитной оболочки PI на гибких схемах является одним из зрелых ультракоротких импульсов на рынке применения лазера.ультракороткоимпульсная лазерная обработка пи, высокая точность резки, материал без деформации, может значительно повысить качество продукции и снизить производственные затраты.преимущества лазерной обработки ультракоротких импульсов по - прежнему очевидны для эластичных пленочных материалов с многослойной композицией.Как показано на рисунке 11, его тепловые эффекты невелики, разрез интерфейса является четким, не так легко производить короткое замыкание и другие дефекты.по мере расширения складных экранов и развития технологий отображения, спрос на сверхкороткие импульсы лазерной обработки гибких пленочных материалов также значительно возрастет.

04 применение космических модуляторов света в ультракоротких импульсных лазерах
Хотя сверхкороткий импульсный лазерный источник имеет высокую точность обработки и хорошее качество обработки, в настоящее время мощность ультракоротких импульсов лазера невысока, а в некоторых применениях низкая эффективность обработки.с развитием ультракороткоимпульсной лазерной технологии и увеличением мощности лазера на ультракоротких импульсах большое внимание уделяется технологии параллельной обработки.параллельная обработка означает, что луч света разделен на несколько пучков света, которые обрабатываются одновременно.существует множество технических маршрутов для параллельной обработки, наиболее распространенным из которых является технология дифракционных оптических элементов или пространственного модулятора света.на левом рисунке диаграммы 12 показана схема лазерной системы обработки, использующей пространственный модулятор света, а на правом рисунке - схематическая схема принципа решетки дамана [5].Рисунок 13 представляет собой двумерный код, разработанный параллельно с ультракороткоимпульсной лазерной обработкой без сканирования гальванометра.параллельные технологии удвоили эффективность обработки сверхкоротких импульсов лазера и, как ожидается, приведут к более широкому применению ультракоротких импульсов.
смотреть в будущее
лазерная технология открывает широкие перспективы для ее применения, особенно в промышленности, способствует модернизации промышленных цепей и развитию интеллектуального производства.В ходе этого процесса следует отметить несколько направлений:
1) полная локализация лазеров и оборудования верхнего течения.Это достигается отечественными производителями лазеров во главе с Raycus Laser;
2) разработка высококачественных лазерных продуктов;
3) распространение прикладных лазерных технологий и распространение лазерной обработки в промышленности;
(4) отечественное производство комплектующих изделий, включая обрабатывающие головы, системы цифрового управления, роботы и так далее.